
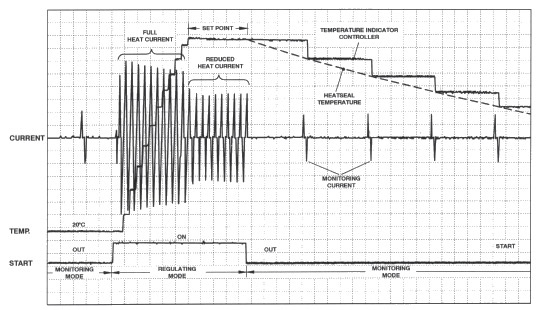
Impulse Heat Sealing
Impulse heat sealing is a process in which the heating cycle is synchronised with the machine rhythm. Each sealing cycle consists of a controlled heating phase followed by a cooling phase while the sealing bars remain closed.
Cooling with the bars closed ensures that the seal has already set and achieved sufficient strength and a clean appearance before the bars open. This method is preferred when sealing time is not the limiting factor, as it delivers superior seal strength and visual quality.
Since heat sealing is a thermodynamically reversible process and often subject to strict timing constraints, it is essential that the key parameters — temperature, time and pressure — are carefully synchronised with respect to both the temperature and motion cycle of the sealing bars.
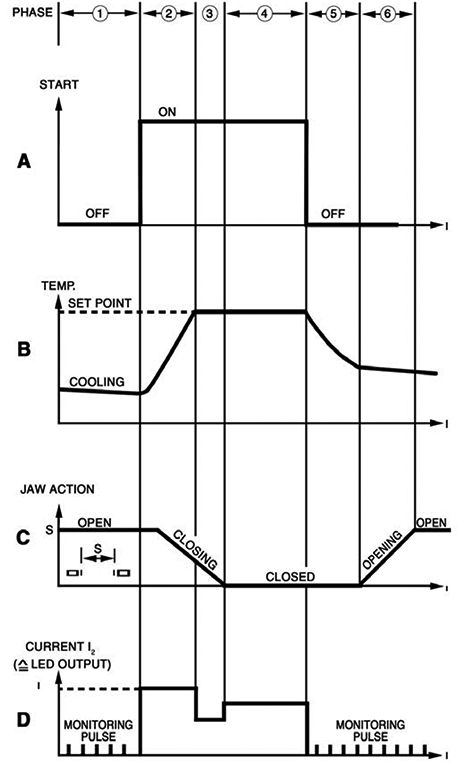
The diagram below illustrates a typical timing sequence for temperature control and bar movement.
Heating before bar contact
The preset sealing temperature should always be reached while the sealing bars are still open. This allows the sealing band to expand freely without mechanical constraint and prevents overstressing of the band ends (Phase 2).
Controlled temperature rise
The system should be designed to drive the sealing band to the preset temperature in the shortest possible time. However, the maximum rate of temperature increase should not exceed approximately 1 °C/ms.
The overall system — in particular the transformer secondary voltage — must be optimised to achieve the best balance between heating speed, control accuracy and component lifetime.
Our application service provides the necessary data for each specific application.
Cooling under pressure – the key advantage of impulse sealing
Cooling of the sealing band while the bars remain closed is the main advantage of impulse heat sealing (Phase 5). Once the energy is switched off, most of the excess heat is absorbed by the mass of the sealing bars.
In some applications, active cooling of the bars is recommended to allow faster heat absorption and reduced cycle time.
In contrast to constant heat sealing, impulse sealing requires a controlled heat transfer path between the sealing band and the bars. This is typically achieved by using a thin backup material with good thermal conductivity behind the sealing band.
Rest-heat sealing
Under certain conditions, sealing can also be performed using the so-called rest-heat method. In this case, the remaining heat stored in the sealing band is just sufficient to complete the sealing process.
In timing terms, Phase 4 is reduced to zero and replaced by an extended Phase 5. The current is switched off as soon as the sealing bars make contact. Heat then flows into the film, effectively unloading the sealing band and resulting in a rapid cooling phase.
For this method to be effective, the sealing band must have sufficient thickness and mass to store the required amount of thermal energy.
Impulse Sealing Graph
Precision Timing for Perfect Impulse Heatseals
Preheating
In some cases, despite the fast response of the controller, the first seal after start-up may not reach the required temperature. This occurs when there is insufficient time for the sealing band to heat from ambient temperature to the setpoint within the first cycle.
This can be avoided by preheating the sealing band to a moderate temperature (typically 80–100 °C) before production starts. Preheating compensates for the initial cycle. During subsequent cycles, the sealing band temperature will not return to ambient due to residual heat from the previous cycle.
High-speed operation considerations
To achieve optimum machine speed, the timing must allow sufficient time for the seal to heat and set before the sealing bars open to release the film.
Automatic machines may operate at speeds that do not allow the sealing band to cool back to ambient temperature between cycles. At high speeds, it is therefore sufficient to allow only enough time for the sealing temperature to recover from the residual temperature present when the bars open.
If the machine is timed purely for maximum speed, the first one or two seals may not reach full quality. In such cases, this can be accepted temporarily or avoided by implementing a preheating cycle.
Precision Timing for Perfect Impulse Heat Seals
Phase 1
Power OFF. Sealing bars are open. The sealing band cools from the previous cycle.
Phase 2
Power ON. The sealing band temperature rises towards the setpoint. Sealing bars begin to close.
Phase 3
Power output is controlled. Temperature is held at setpoint. Sealing bars close completely.
Phase 4
Power output remains controlled. Sealing bars are closed. Heat is transferred into the material.
Phase 5
Power OFF. The sealing band cools as residual heat is absorbed by the mass of the sealing bars. Bars remain closed.
Phase 6
Sealing bars open. The sealing band continues to cool.